In the high-speed world of modern manufacturing and logistics, the difference between a thriving enterprise and a failing one often comes down to the efficiency of its digital infrastructure. At the heart of this infrastructure lies Material Requirements Planning (MRP). Originally a primitive method for calculating parts needed for assembly, MRP has evolved into a sophisticated technological framework that serves as the “brain” of the supply chain. In an era defined by Just-In-Time (JIT) production and volatile global markets, understanding the tech-driven nature of MRP is essential for any professional navigating the digital supply chain landscape.

Understanding the Core of MRP: How Software Drives Production
Material Requirements Planning (MRP) is a computer-based inventory management system designed to assist production managers in scheduling and placing orders for items of dependent demand. From a technological standpoint, MRP is an algorithmic solution to a complex mathematical problem: how to ensure that the right materials are available at the right time without maintaining an expensive excess of inventory.
The Transition from Manual Logs to Digital Systems
Before the advent of modern computing, inventory management was a Herculean task of manual ledger entries and guesswork. The 1960s saw the first digital iterations of MRP, pioneered by Joseph Orlicky at IBM. This marked a paradigm shift in tech—moving away from reactive “reorder point” logic toward proactive, time-phased planning. Today’s MRP systems are no longer standalone spreadsheets but are deeply embedded in the cloud, utilizing high-speed processing to handle millions of data points across global networks.
Key Components of an MRP Logic Engine
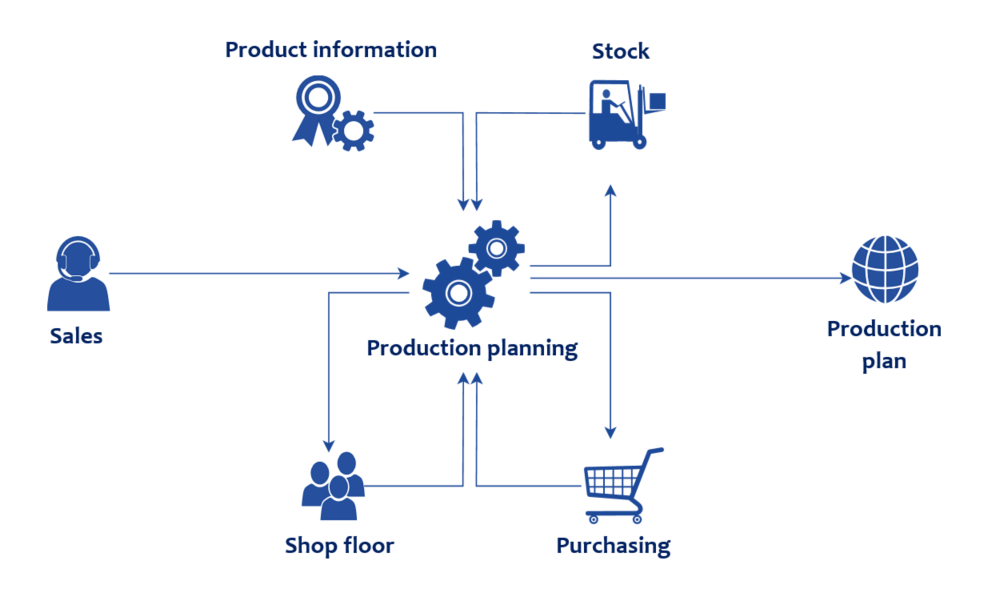
To function, the MRP software requires three primary data inputs. The software’s “engine” processes these inputs to generate a production schedule and purchasing plan.
- The Master Production Schedule (MPS): The digital blueprint of what needs to be produced and when.
- The Bill of Materials (BOM): A hierarchical database listing every raw material, sub-assembly, and component required to manufacture the end product.
- Inventory Status Records: Real-time data regarding what is currently in stock, what is on order, and what is committed to other projects.
The Technological Mechanics: How MRP Systems Process Data
The power of an MRP system lies in its ability to perform “explosions” and “offsetting.” These are not just business terms; they are computational functions that allow for precision in production. When a customer order is entered into the system, the MRP software “explodes” the Bill of Materials to determine every single nut, bolt, and circuit board required.
The Role of the Bill of Materials (BOM) as a Data Structure
In the tech world, the BOM is essentially a complex data tree. Each “leaf” of the tree represents a raw material, while the “branches” represent sub-assemblies. Modern MRP software allows for multi-level BOMs that can be updated in real-time. If an engineering team changes a component design in their CAD (Computer-Aided Design) software, a well-integrated MRP system will automatically update the BOM across the entire enterprise, preventing the procurement of obsolete parts.
Inventory Status Records and Lead-Time Offsetting
A critical technical feature of MRP is lead-time offsetting. Every component has a “lead time”—the duration between ordering a part and its arrival. The MRP algorithm subtracts the lead time from the required date to determine exactly when the purchase order must be triggered. By automating this calculation, the software eliminates the human error associated with managing hundreds of different suppliers, each with varying delivery speeds.
From MRP to ERP: The Evolution of Intelligent Resource Planning
As technology advanced, the scope of MRP expanded. It was no longer enough to just manage materials; companies needed to manage people, machines, and money. This led to the development of MRP II (Manufacturing Resource Planning) and eventually ERP (Enterprise Resource Planning).
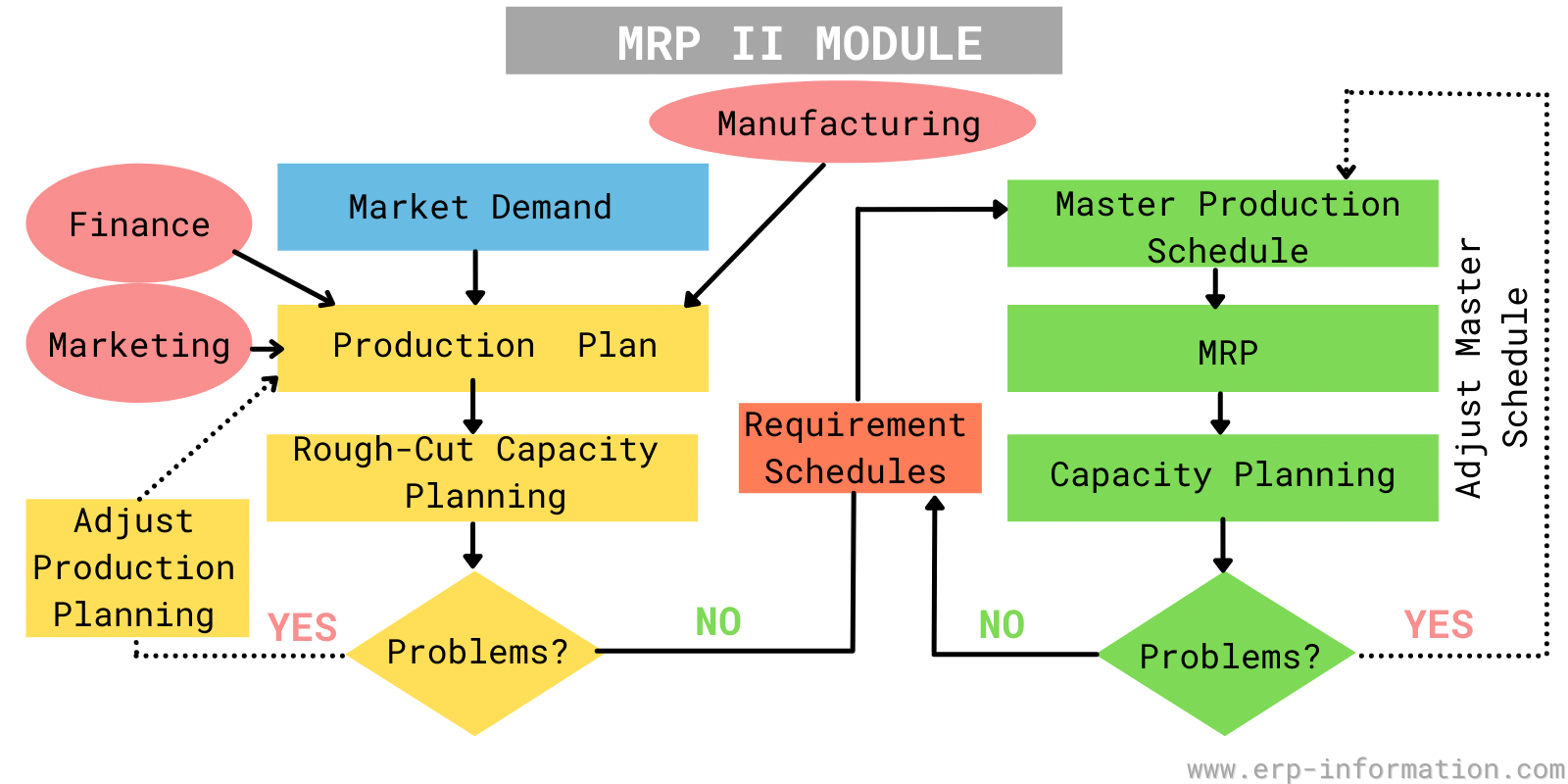
MRP II and the Shift Toward Integrated Manufacturing
MRP II took the foundational logic of MRP and integrated it with other technical modules, such as shop floor scheduling and capacity requirements planning (CRP). This allowed the software to look at “finite capacity.” Instead of assuming a factory could produce an infinite number of goods, MRP II software analyzes machine availability and labor shifts to provide a realistic production timeline. This was a significant leap in computational complexity, requiring more robust database management systems.
Cloud-Based MRP: Real-Time Data Synchronization
The current frontier of MRP technology is the move to the cloud. Traditional on-premise systems often suffered from “data silos,” where different departments worked off outdated information. SaaS (Software as a Service) MRP platforms, such as those offered by NetSuite, SAP, or specialized mid-market providers, ensure that every stakeholder is looking at a “single version of truth.” Cloud integration allows for mobile access, enabling floor managers to update inventory levels via tablets or IoT (Internet of Things) scanners, which instantly reflects in the central planning engine.
The Impact of AI and Machine Learning on Modern MRP Systems
We are currently witnessing the integration of Artificial Intelligence (AI) and Machine Learning (ML) into the MRP stack. This transition is moving MRP from a deterministic system—where X input always equals Y output—to a predictive system.
Predictive Analytics in Demand Forecasting
One of the historical weaknesses of MRP was the “bullwhip effect,” where small fluctuations in consumer demand caused massive, disruptive swings in material orders. AI-enhanced MRP systems use machine learning to analyze historical sales data, weather patterns, social media trends, and even geopolitical events to predict demand more accurately. This allows the tech to suggest adjustments to the Master Production Schedule before a human planner even notices a trend.
Automating the Procurement Workflow
Modern MRP tech is increasingly moving toward autonomous procurement. Through API (Application Programming Interface) integrations, an MRP system can communicate directly with a supplier’s database. When the MRP identifies a shortage, it can automatically generate a purchase order, send it to the supplier’s system, and track the shipment via GPS—all without human intervention. This level of automation reduces the “click-to-ship” time and significantly lowers administrative overhead.
Implementing MRP Tech: Best Practices for Digital Transformation
While the technology is powerful, the implementation of an MRP system is a complex digital transformation project. Many organizations fail not because the software is flawed, but because the technical implementation was mishandled.
Ensuring Data Integrity and Hygiene
The old adage “garbage in, garbage out” is the golden rule of MRP technology. If your Bill of Materials is inaccurate by even one decimal point, or if your inventory counts are off by 5%, the MRP engine will generate flawed orders. Successful implementation requires a rigorous data cleansing phase. This involves auditing digital records against physical stock and ensuring that every part number is standardized across the software ecosystem.
Choosing the Right MRP Software for Your Tech Stack
When selecting an MRP solution, it is vital to consider integration capabilities. A standalone MRP is rarely effective in the modern tech landscape. It must play well with existing CRM (Customer Relationship Management) tools, accounting software, and CAD systems. CIOs should look for platforms with robust API documentation and a history of successful integrations. Whether choosing a lightweight MRP module for a startup or a heavyweight ERP suite for a multinational, the focus should be on scalability and the system’s ability to handle high-velocity data processing.
In conclusion, MRP is much more than a supply chain concept; it is a sophisticated technological framework that powers the global economy. By leveraging data structures, algorithmic planning, and now AI, MRP systems allow businesses to operate with a level of precision that was once unimaginable. As the world moves toward Industry 4.0, the role of MRP as the digital heart of manufacturing will only continue to grow, making it a cornerstone of modern technological strategy.
aViewFromTheCave is a participant in the Amazon Services LLC Associates Program, an affiliate advertising program designed to provide a means for sites to earn advertising fees by advertising and linking to Amazon.com. Amazon, the Amazon logo, AmazonSupply, and the AmazonSupply logo are trademarks of Amazon.com, Inc. or its affiliates. As an Amazon Associate we earn affiliate commissions from qualifying purchases.