In the rapidly evolving landscape of industrial technology, the bridge between a conceptual design and a finished product is no longer just a manual assembly line. It is a complex, data-driven ecosystem powered by sophisticated software. At the heart of this digital transformation is the Manufacturing Execution System (MES). As industries pivot toward the “Smart Factory” and Industry 4.0, understanding the technical architecture and functional necessity of an MES has become critical for any organization looking to maintain a competitive edge in the technological era.
An MES is a comprehensive software solution that monitors, tracks, documents, and controls the process of manufacturing goods from raw materials to finished products. By providing a real-time functional layer between Enterprise Resource Planning (ERP) systems and the actual control systems on the factory floor, an MES ensures that manufacturing operations are executed efficiently and accurately.
1. The Architecture of MES: Bridging the Gap in the Tech Stack
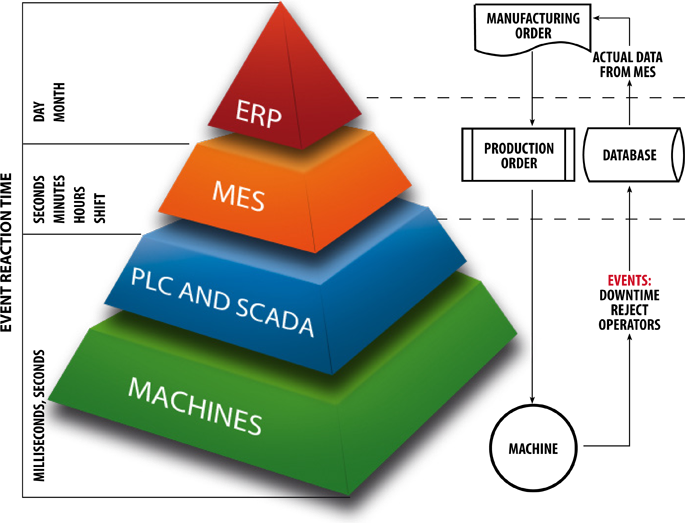
To understand the technological significance of an MES, one must look at where it sits within the standard industrial automation hierarchy, often referred to as the ISA-95 model. In a traditional tech stack, there is often a “data gap” between the high-level business logic of an ERP and the low-level machine commands of Programmable Logic Controllers (PLCs). The MES serves as the critical intermediary.
Bridging the Gap Between ERP and Control Systems
The ERP system handles the “why” and “when”—it manages orders, human resources, and high-level financial planning. On the other end of the spectrum, Supervisory Control and Data Acquisition (SCADA) systems and PLCs handle the “how” at a machine level. However, neither of these systems is designed to manage the “execution” in real-time.
The MES fills this void. It translates the ERP’s production orders into a granular schedule and then monitors the machines to ensure the work is performed according to specification. It pulls data from the shop floor, processes it, and feeds relevant information back to the ERP. This bidirectional data flow ensures that the business office knows exactly what is happening on the factory floor at any given microsecond, eliminating silos and creating a “single source of truth” for the entire enterprise.
The Core Functions: Tracking, Scheduling, and Quality
A robust MES is defined by its ability to handle several key technical functions simultaneously:
- Resource Allocation and Status: Managing the availability of tools, machines, and labor.
- Operations/Detail Scheduling: Sequencing activities based on priorities and specific production rules.
- Data Collection and Acquisition: Utilizing sensors and manual inputs to gather real-time status updates.
- Quality Management: Implementing real-time quality control checks to identify deviations before they become costly defects.
- Product Tracking and Genealogy: Creating a digital “birth certificate” for every product, detailing every machine it touched and every component used.
2. MES and the Rise of Industry 4.0
We are currently in the midst of the Fourth Industrial Revolution, or Industry 4.0. This era is defined by the convergence of physical production and digital technologies. Within this framework, the MES is evolving from a static database into a dynamic, interconnected hub that leverages the Industrial Internet of Things (IIoT) and edge computing.
Integrating Industrial IoT (IIoT) and Edge Computing
The traditional MES relied heavily on manual data entry or basic wired connections to machines. Modern iterations, however, are integrated with IIoT frameworks. Every piece of equipment on the floor—from robotic arms to conveyor belts—is equipped with sensors that broadcast data via protocols like OPC UA or MQTT.
The tech-driven MES utilizes edge computing to process this massive influx of data. Instead of sending every single data point to a central server, which could cause latency issues, edge devices filter and process data locally. The MES then aggregates this high-level information to provide immediate feedback. This allows for “closed-loop” manufacturing, where the system can automatically adjust machine parameters in real-time to optimize output or prevent failure.
Real-Time Data Visualization and Digital Twins
One of the most transformative tech trends within the MES space is the implementation of Digital Twins. A Digital Twin is a virtual representation of a physical manufacturing process. By integrating with an MES, a Digital Twin can simulate production runs before they happen, identifying potential bottlenecks or mechanical stresses.
Furthermore, modern MES platforms offer advanced visualization tools, such as 3D heat maps of the factory floor and augmented reality (AR) overlays for technicians. This level of digital visibility allows managers to “see” the pulse of the factory from a tablet or a remote operations center, turning raw data into actionable intelligence.
3. The Role of AI and Machine Learning in MES Evolution
As we look toward the future of manufacturing technology, the integration of Artificial Intelligence (AI) and Machine Learning (ML) is the next logical step for MES platforms. No longer content with merely recording what happened, the MES of tomorrow is designed to predict what will happen.
Predictive Maintenance and Process Optimization
By applying ML algorithms to the historical data stored within an MES, software can identify patterns that precede equipment failure. For example, if a certain vibration frequency in a CNC machine historically leads to a broken spindle within 48 hours, the MES can automatically trigger a maintenance request and reschedule production to an alternative machine.
This shift from reactive to predictive maintenance is a game-changer for uptime. Furthermore, AI can optimize the production process itself. By analyzing thousands of variables—including ambient temperature, humidity, and raw material batch quality—the MES can suggest the optimal speed and pressure settings for a production run to maximize yield and minimize waste.
Autonomous Decision-Making on the Shop Floor
We are moving toward a state of “autonomous manufacturing.” In this scenario, the MES acts as the brain of the factory. If a delivery of raw materials is delayed, the AI-integrated MES can instantly recalculate the entire production schedule, reassign labor, and update the ERP without human intervention. This level of technical agility is what separates modern digital enterprises from traditional manufacturers who still rely on spreadsheets and manual oversight.
4. Implementing MES: Cloud vs. On-Premises Solutions
For CTOs and IT directors, the technical deployment of an MES involves a critical choice: should the system live on local servers (on-premises) or in the cloud? This decision has profound implications for data security, scalability, and system performance.
The Shift Toward SaaS and Hybrid Cloud Architectures
Historically, manufacturers preferred on-premises MES solutions due to concerns over latency and data sovereignty. However, the rise of Software as a Service (SaaS) has changed the landscape. Cloud-based MES solutions offer unprecedented scalability, allowing companies to roll out updates across multiple global sites simultaneously.
Many organizations are now opting for a hybrid cloud approach. In this model, mission-critical execution functions—those that require sub-millisecond response times—remain at the “edge” on the local network. Meanwhile, data analytics, long-term storage, and cross-plant benchmarking are handled in the cloud. This ensures that even if the internet connection is lost, the factory floor does not stop moving.
Cybersecurity Considerations in Connected Manufacturing
As manufacturing systems become more connected, they also become more vulnerable. The “Tech” aspect of an MES must include a rigorous focus on digital security. An MES sits at the intersection of Information Technology (IT) and Operational Technology (OT). This convergence creates a wider attack surface for cyber threats.
Modern MES implementation requires robust encryption, multi-factor authentication, and network segmentation. Ensuring that a breach in the corporate email system cannot reach the robotic control layer is a fundamental requirement of modern industrial software architecture. Security is no longer an afterthought; it is a core feature of the MES tech stack.

The Future of Manufacturing Technology
The Manufacturing Execution System is far more than a digital logbook; it is the central nervous system of the modern factory. By integrating ERP logic with shop-floor reality, leveraging IIoT connectivity, and harnessing the power of AI, the MES enables a level of precision and efficiency that was previously impossible.
As we move further into the decade, the distinction between “manufacturing” and “tech” will continue to blur. Companies that successfully implement a modern, AI-ready, and secure MES will be the ones that define the future of production. In a world where data is the new oil, the MES is the refinery that turns raw information into the fuel of industrial progress. The transition to a fully digital, transparent, and optimized manufacturing process is no longer a luxury—it is a technical necessity for the 21st-century enterprise.
aViewFromTheCave is a participant in the Amazon Services LLC Associates Program, an affiliate advertising program designed to provide a means for sites to earn advertising fees by advertising and linking to Amazon.com. Amazon, the Amazon logo, AmazonSupply, and the AmazonSupply logo are trademarks of Amazon.com, Inc. or its affiliates. As an Amazon Associate we earn affiliate commissions from qualifying purchases.