Tapping a thread into a material is a fundamental machining process, essential for creating internal screw threads. Whether you’re a seasoned machinist, a DIY enthusiast, or involved in product development, understanding the precise drill bit size for tapping is crucial for achieving strong, reliable connections. The common fastener size of 5/16″ presents a specific challenge, as the required drill bit size depends on several factors, primarily the thread pitch and the material being tapped. This article will delve into the intricacies of selecting the correct drill bit for tapping 5/16″ threads, providing a comprehensive guide for accuracy and success.
Understanding Thread Standards and Their Impact on Drill Bit Size
The “5/16″” designation refers to the nominal diameter of the fastener. However, this alone is not enough to determine the required drill bit size. The thread pitch – the distance between adjacent threads – is the critical variable that dictates the depth of the tap’s cut and, consequently, the required pilot hole size. For 5/16″ fasteners, two primary thread standards are commonly encountered: Unified National Coarse (UNC) and Unified National Fine (UNF).
Unified National Coarse (UNC) Threads
UNC threads are characterized by a larger pitch, meaning fewer threads per inch. They are generally preferred for applications where speed of assembly is important and where the material is not subject to significant vibration or stress. For a 5/16″ UNC thread, the standard is 13 threads per inch (TPI).
To determine the correct drill bit size for tapping a 5/16″ UNC thread, we need to calculate the tap drill size. The tap drill size is the diameter of the hole required before tapping. It’s calculated by subtracting the thread height from the nominal diameter of the fastener. The thread height is a function of the thread pitch. For UNC threads, the formula for calculating the thread height is approximately 0.6495 times the pitch. However, a more practical approach involves using standard tap drill charts or a simplified formula.
The simplified formula for tap drill size for UNC threads is:
Tap Drill Size = Nominal Diameter – (1 / TPI)
For a 5/16″ UNC thread:
Nominal Diameter = 0.3125 inches (5/16″)
TPI = 13
Tap Drill Size = 0.3125 – (1 / 13)
Tap Drill Size = 0.3125 – 0.0769 (approximately)
Tap Drill Size = 0.2356 inches (approximately)
Looking at standard drill bit sizes, the closest fractional inch drill bit that is smaller than 0.2356 inches is 7/32″. However, the commonly accepted and most frequently used drill bit size for tapping 5/16″ UNC threads is #7 drill bit, which measures approximately 0.201 inches in diameter. Some resources might suggest a slightly larger bit for softer materials, but the #7 is the standard recommendation.
It’s important to note that the tap drill size represents the minor diameter of the thread. Drilling with a bit that is too large will result in insufficient thread depth and a weak connection. Conversely, drilling with a bit that is too small will make tapping difficult, potentially break the tap, or damage the workpiece.
Unified National Fine (UNF) Threads
UNF threads have a finer pitch, meaning more threads per inch. They are typically used in applications where higher strength, greater accuracy, and resistance to vibration are required, such as in aerospace or automotive components. For a 5/16″ UNF thread, the standard is 24 threads per inch (TPI).
Using the same simplified formula for tap drill size for UNF threads:
Tap Drill Size = Nominal Diameter – (1 / TPI)
For a 5/16″ UNF thread:
Nominal Diameter = 0.3125 inches (5/16″)
TPI = 24
Tap Drill Size = 0.3125 – (1 / 24)
Tap Drill Size = 0.3125 – 0.0417 (approximately)
Tap Drill Size = 0.2708 inches (approximately)
The closest standard fractional inch drill bit to 0.2708 inches would be a 9/32″ drill bit, which measures 0.28125 inches. However, for tapping 5/16″ UNF threads, the universally accepted and recommended drill bit size is F drill bit, which measures approximately 0.234 inches in diameter. This is a critical distinction, as the UNF thread requires a larger pilot hole than the UNC thread due to its finer pitch.
Again, using a drill bit that is too large will compromise thread strength, while a bit that is too small will create significant resistance during tapping. The F drill bit for UNF is designed to create the optimal minor diameter for a strong and properly formed thread.
The Role of Material Properties in Tap Drill Selection

While thread standards (UNC and UNF) provide the foundational calculation for tap drill sizes, the material being tapped also plays a significant role. Different materials exhibit varying degrees of hardness, ductility, and machining characteristics, which can influence the ideal drill bit size and the tapping process itself.
Hard Materials (e.g., Steel Alloys, Hardened Plastics)
When tapping into harder materials, there’s an increased risk of tap breakage and difficulty in chip evacuation. In such cases, some machinists opt for a slightly larger drill bit than the standard recommendation. This slight increase in hole diameter provides more clearance, reducing the cutting force required from the tap and facilitating the removal of metal chips.
For instance, when tapping 5/16″ UNC in a very hard steel, a machinist might consider using a 15/64″ (0.234375 inches) or even a 1/4″ (0.25 inches) drill bit. However, this is a nuanced adjustment and should be approached with caution. Increasing the drill bit size too much will significantly reduce the thread engagement and thus the strength of the tapped hole. The goal is to ease the tapping process without compromising the integrity of the threads.
Similarly, for 5/16″ UNF in hard materials, a machinist might consider a slightly larger bit than the F drill bit. However, the margin for error is smaller with UNF threads. The adjustment would be minimal, and professional judgment is crucial.
Soft Materials (e.g., Aluminum, Brass, Soft Plastics)
In softer materials, the primary concern is often the galling or tearing of the material during the tapping process. Softer metals can deform more easily, leading to uneven thread formation or the tap getting seized. In these instances, using the standard tap drill size is usually sufficient. In some cases, for very soft and gummy materials, a slightly smaller drill bit might be considered to ensure sufficient material is available for the tap to cut a robust thread. This approach, however, requires extreme precision and a high level of skill, as over-drilling is easily done and detrimental.
For most common applications in aluminum or brass, the standard #7 drill for 5/16″ UNC and the F drill for 5/16″ UNF are the most appropriate choices. The ductility of these materials generally allows for clean thread formation with the correct drill size.
Considerations for Specific Applications
Beyond general material categories, the intended application also influences the optimal drill bit selection.
- Structural Integrity: For applications where the threaded connection will bear significant loads, maintaining the maximum possible thread engagement is paramount. In such scenarios, adhering strictly to the standard tap drill sizes for UNC and UNF is crucial. Deviating towards larger drill bits is generally not advisable.
- Vibration Resistance: In environments with high vibration, UNF threads are generally preferred due to their finer pitch and greater holding power. The correct drill bit size is essential for maximizing this advantage.
- Ease of Assembly: For applications where frequent disassembly and reassembly are expected, a slightly larger drill bit might be considered to ease the insertion of the screw or bolt, especially if the threads are prone to wear. However, this is a compromise on thread strength and should be evaluated carefully.
Practical Tips and Tools for Accurate Tapping
Achieving accurate and durable tapped threads requires more than just selecting the correct drill bit. A combination of proper technique, quality tools, and careful measurement is essential.
Utilizing Tap Drill Charts and Calculators
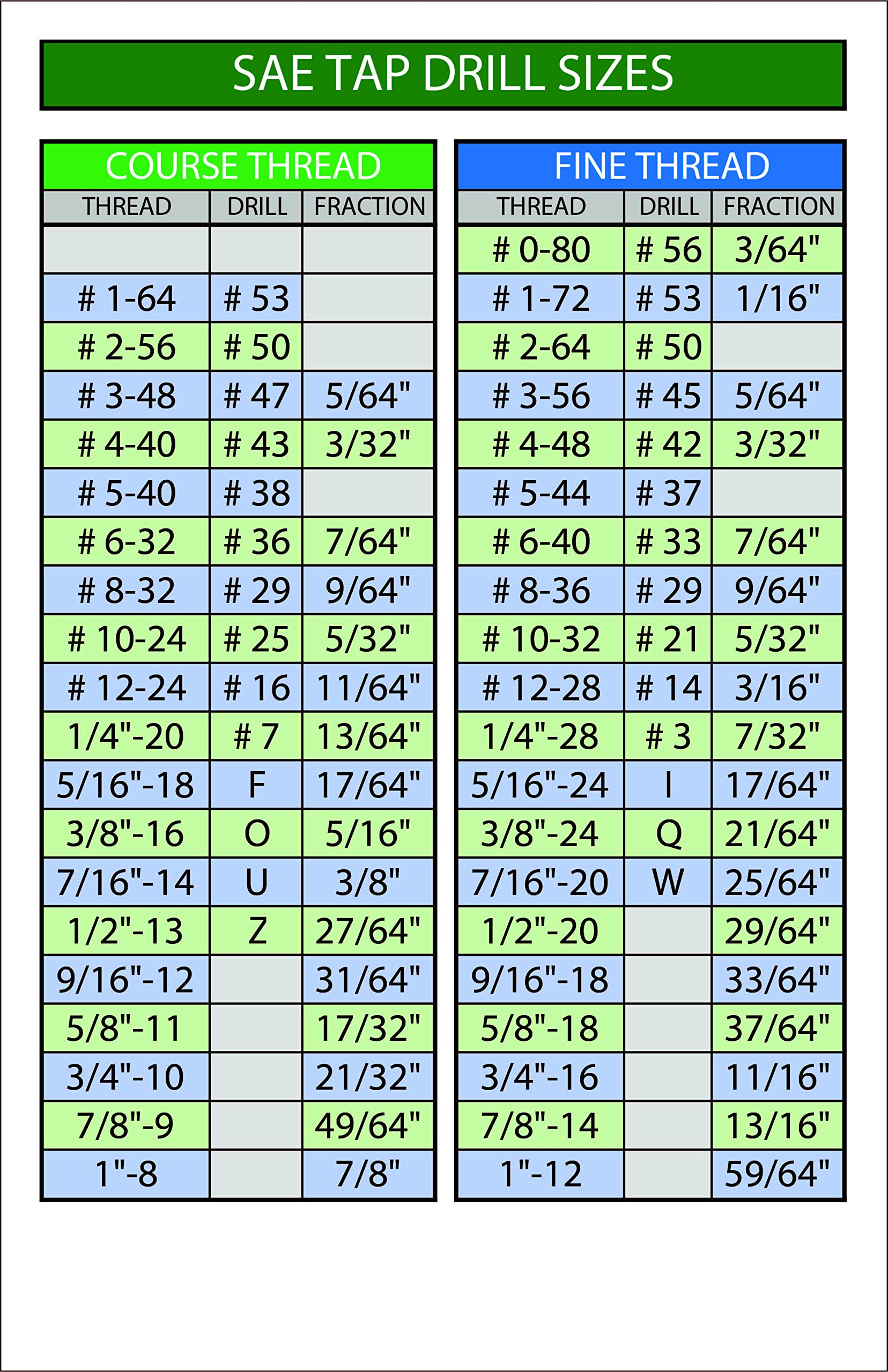
The most reliable way to determine the correct drill bit size is to consult standardized tap drill charts. These charts are readily available online, in machining handbooks, and often provided by tap manufacturers. They list the required drill bit size for various thread diameters and pitches, often including both fractional, letter, and metric drill sizes.
- Fractional Charts: These will directly provide the fractional inch dimension of the drill bit, such as 7/32″ or 9/32″.
- Letter Charts: These utilize a system of letters (A-Z) where each letter corresponds to a specific drill bit diameter. For 5/16″ threads, the relevant letter drills are often #7 and F.
- Metric Charts: While the question focuses on imperial measurements, it’s worth noting that metric charts exist for tapped holes in metric thread standards.
Many online resources also offer tap drill calculators. These tools allow you to input the thread size (e.g., 5/16″), the TPI (e.g., 13 for UNC, 24 for UNF), and sometimes the material, and they will instantly provide the recommended drill bit size.
The Importance of Precision Drilling
The accuracy of the pilot hole directly impacts the quality of the tapped thread.
- Center Drilling: Before drilling the main pilot hole, it’s good practice to use a center drill. This creates a small conical indentation that guides the twist drill, preventing it from wandering and ensuring the hole is started accurately on the intended location.
- Drill Bit Quality: Using sharp, high-quality drill bits is paramount. Dull or damaged bits can lead to oversized holes, poor surface finish, and increased drilling time and heat.
- Drilling Depth: Ensure the pilot hole is drilled to a sufficient depth to accommodate the full thread length of the fastener, plus a little extra clearance for chip evacuation. A general rule of thumb is to drill at least 1 to 1.5 times the diameter of the fastener deeper than the desired thread engagement.

Tapping Technique and Lubrication
Once the pilot hole is drilled correctly, the tapping process itself requires care.
- Tap Wrench and Alignment: Use a tap wrench that fits the tap securely. Ensure the tap is held perfectly perpendicular to the workpiece. An angled tap will create damaged threads and can easily break.
- Cutting Fluid/Lubricant: Always use a suitable cutting fluid or lubricant when tapping. This reduces friction, cools the tap and workpiece, and helps to flush away chips, preventing galling and extending the life of the tap. For different materials, different lubricants are recommended (e.g., sulfurized oils for steel, light oils or waxes for aluminum).
- Pecking and Backing Out: For harder materials or deeper threads, it’s advisable to “peck” the tap. This involves turning the tap a half or full turn forward, then backing it out a quarter turn to break the chip and clear the flutes. This prevents chip buildup and reduces the risk of tap breakage.
By understanding the interplay between thread standards, material properties, and employing precise drilling and tapping techniques, you can confidently select the correct drill bit size for tapping 5/16″ threads, ensuring strong, reliable, and accurate results for your projects.
aViewFromTheCave is a participant in the Amazon Services LLC Associates Program, an affiliate advertising program designed to provide a means for sites to earn advertising fees by advertising and linking to Amazon.com. Amazon, the Amazon logo, AmazonSupply, and the AmazonSupply logo are trademarks of Amazon.com, Inc. or its affiliates. As an Amazon Associate we earn affiliate commissions from qualifying purchases.