Broaching machines represent a specialized yet fundamentally important class of machine tools within the manufacturing sector, primarily employed for high-precision, high-volume material removal operations. Unlike more general-purpose machining techniques such as milling or turning, broaching utilizes a multi-toothed cutting tool, known as a broach, which moves in a linear path through or across the workpiece. This unique cutting action allows for the rapid and accurate creation of complex internal and external geometries that would be difficult or impossible to achieve with other methods. From the intricate splined shafts in automotive transmissions to the precise keyways in industrial gears, broaching machines play a vital, often unseen, role in the production of countless components across a wide spectrum of industries.
The inherent efficiency and precision of broaching make it an indispensable technology for applications demanding tight tolerances, excellent surface finish, and consistent repeatability. This article delves into the fundamental principles of broaching, explores the different types of broaching machines and their applications, and examines the technological advancements that continue to shape this essential manufacturing process.
The Fundamental Principles of Broaching
At its core, broaching is a subtractive manufacturing process that relies on the controlled removal of material by a specialized cutting tool. The key differentiator from other machining methods lies in the design and action of the broach itself.
The Broach: A Precision Cutting Tool
A broach is a long, hardened tool with a series of teeth that progressively increase in height from the roughing section at the front to the finishing section at the rear. Each tooth is designed to remove a precise amount of material. The teeth are arranged in a specific pattern, with the cutting edges typically spaced uniformly along the length of the tool.
- Roughing Teeth: These teeth are the initial cutting elements and are designed to remove the bulk of the material. They are typically larger and have a coarser pitch to efficiently clear chips.
- Semi-Finishing Teeth: Following the roughing teeth, these provide a more refined cut, preparing the surface for the final finishing.
- Finishing Teeth: These teeth are the smallest and have the finest pitch. They are responsible for achieving the final desired dimensions and surface finish.
- Burnishing Teeth (Optional): Some broaches include burnishing teeth at the very end. These teeth do not cut but rather plastically deform the surface to create a very smooth, polished finish without removing material.
The broach’s design is meticulously engineered for the specific geometry and material being cut. The tooth form, pitch, depth of cut per tooth, and rake angles are all critical parameters that influence cutting efficiency, tool life, and the quality of the finished part.
The Broaching Process: Linear Motion for Precision
The broaching process is characterized by the linear movement of either the broach or the workpiece. In most common setups, the broach is pulled or pushed through a stationary workpiece, or the workpiece is moved across a stationary broach. This controlled, unidirectional motion ensures consistent cutting action across the entire profile of the desired feature.
- Pull Broaching: This is the most prevalent method. The broach is pulled through the workpiece, typically through an existing hole for internal broaching or across a surface for external broaching. The pulling force is managed by the machine’s hydraulic or electromechanical system.
- Push Broaching: In push broaching, the broach is pushed through the workpiece. This method is often used for shorter, more rigid broaches and can be advantageous for certain shapes or when access to one end of the workpiece is limited.
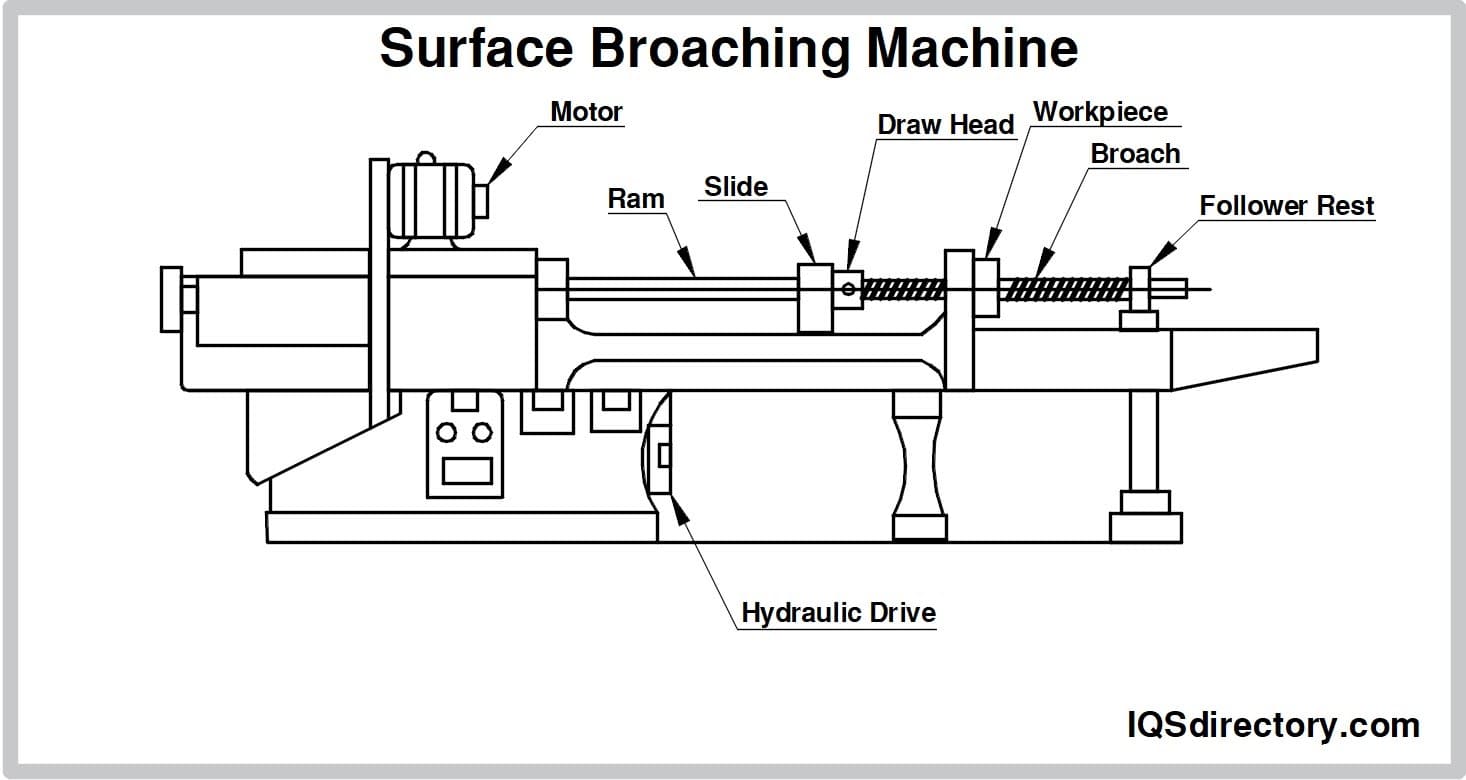
- Surface Broaching: Here, the broach moves in a straight line across the surface of the workpiece to create external features such as flat surfaces, slots, or complex contours.
The cutting action is a continuous process where each tooth engages the material sequentially. As the broach moves, it generates chips that are then cleared by the chip breakers or gullets designed into the broach. The accuracy and surface finish are achieved because the broach is manufactured to the exact dimensions of the desired feature, and its linear motion ensures that this profile is replicated consistently across all parts.
Types of Broaching Machines
Broaching machines are classified based on their operational mechanism and the type of broaching they perform. The choice of machine depends on factors such as the size and complexity of the workpiece, the required production rate, and the desired precision.
Horizontal Broaching Machines
Horizontal broaching machines are designed for applications where the broach moves horizontally. They are typically used for long parts or when it is advantageous to support the workpiece from underneath.
- Pull-Type Horizontal Broaching Machines: These are very common and are used for producing internal features like keyways, splines, and gears in components such as shafts, gears, and couplings. The broach is pulled through the workpiece, which is usually held in a fixture.
- Push-Type Horizontal Broaching Machines: Less common than pull-type, these machines are used when the broach is pushed through the workpiece. They are often employed for operations requiring a shorter broach or where the workpiece geometry dictates a pushing action.
- Surface Broaching Machines (Horizontal Configuration): Some horizontal machines are configured for surface broaching, where the broach moves horizontally across the face of the workpiece to generate specific external profiles.
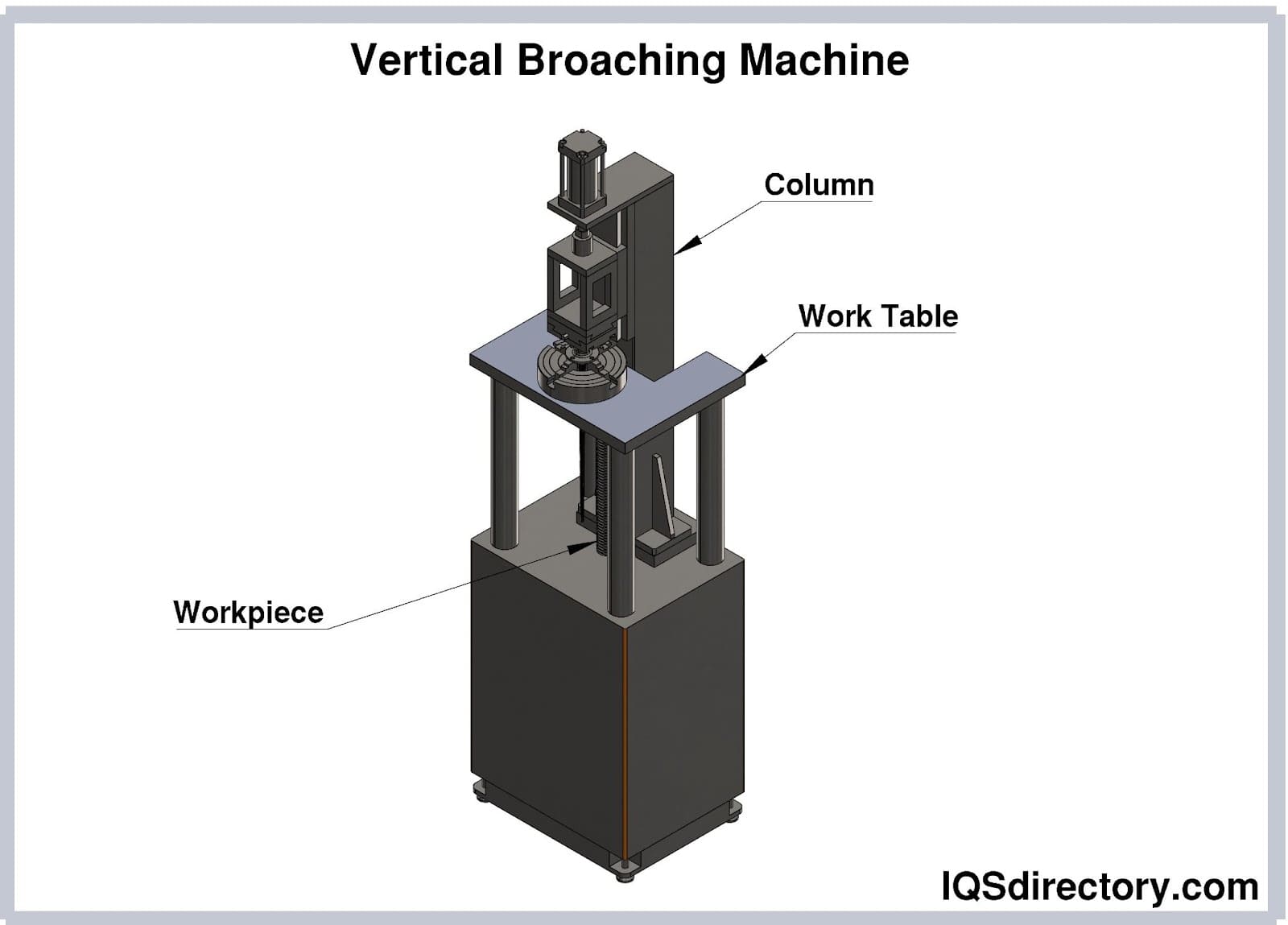
Vertical Broaching Machines
Vertical broaching machines utilize a vertical axis for the broach’s motion. They are often favored for their smaller footprint compared to horizontal machines, making them suitable for space-constrained manufacturing environments.
- Pull-Type Vertical Broaching Machines: These machines are widely used for internal broaching operations, especially for components where gravity can assist in chip evacuation. They are ideal for producing internal splines, keyways, and intricate holes in parts like gear blanks, housings, and couplings.
- Push-Type Vertical Broaching Machines: Similar to their horizontal counterparts, push-type vertical machines use a downward pushing action of the broach. They are often used for shorter broaches and can be effective for certain types of internal and external broaching.
- Surface Broaching Machines (Vertical Configuration): Many vertical machines are designed for surface broaching, where the broach moves vertically downwards across the workpiece. This is common for operations like broaching the combustion chamber profile in engine cylinder heads or creating specific external forms on components.
Special Purpose Broaching Machines
Beyond the standard horizontal and vertical configurations, there are specialized broaching machines designed for very specific applications and geometries.
- Rotary Broaching Machines: These machines utilize a rotating broach that moves linearly. They are particularly effective for producing blind holes with intricate internal features, such as involute splines or hexagon shapes, in a single pass. The rotation helps in chip evacuation and can reduce cutting forces.
- Continuous Broaching Machines: These machines employ a continuous loop of broaches, allowing for high-volume production. The workpiece is fed into the machine, engaged by the broaches, and then moved out as the broaches continue their cyclical motion. This setup is highly efficient for mass production of simple internal or external features.
The selection of the appropriate machine type is a critical engineering decision that impacts production efficiency, part quality, and overall manufacturing cost.
Applications and Advantages of Broaching
Broaching is a preferred manufacturing process for a wide array of applications due to its inherent strengths in precision, speed, and surface finish. Its ability to create complex geometries consistently makes it invaluable in many industries.
Key Industries and Components
The versatility of broaching allows it to be applied across numerous sectors of manufacturing, contributing to the production of critical components.
- Automotive Industry: Broaching is extensively used in automotive manufacturing for producing internal splines on transmission shafts, keyways for crankshafts, gears for transmissions and differentials, and various engine components. The high precision required for these parts is easily met by broaching.
- Aerospace Industry: In aerospace, broaching is employed for creating intricate internal and external features on critical components like turbine blades, engine shafts, and landing gear parts where extreme accuracy and reliability are paramount.
- Manufacturing and Machinery: The general manufacturing sector relies heavily on broaching for producing gears, sprockets, couplings, and other power transmission components that require precise tooth profiles or keyways for assembly and functionality.
- Tool and Die Making: Broaching is used to create precise internal shapes in die components, punches, and other tooling where intricate forms need to be replicated with high accuracy.
- Firearms Manufacturing: The precise internal rifling in firearm barrels is often created using broaching techniques.
Advantages of the Broaching Process
The adoption of broaching as a manufacturing method is driven by several compelling advantages:
- High Precision and Accuracy: Broaching produces parts with very tight dimensional tolerances and excellent geometric accuracy. Because the broach is the master tool that defines the final shape, the process is inherently accurate.
- Excellent Surface Finish: The finishing teeth on a broach are designed to impart a smooth, often burnished, surface finish to the workpiece, reducing the need for subsequent finishing operations.
- High Production Rates: Broaching is a fast process. Once the broach is set up, a finished part can be produced in a matter of seconds or minutes, making it ideal for high-volume production runs.
- Cost-Effectiveness for High Volumes: While the initial cost of broaches can be significant, their long tool life and high production rates make broaching highly cost-effective for large production quantities.
- Ability to Create Complex Geometries: Broaching excels at creating intricate internal shapes like splines, keyways, and irregular polygons that are difficult or impossible to produce with other machining methods.
- Consistency and Repeatability: The linear, controlled motion of the broach ensures that every part produced meets the same specifications, leading to high consistency and repeatability in manufacturing.
- Reduced Setup Time: Once the broach is loaded and the workpiece is fixtured, the actual machining operation is rapid, leading to minimal setup time per part.
While broaching offers significant advantages, it’s also important to acknowledge its limitations. The high cost of broaches means it’s not typically economical for low-volume production. Additionally, the process is generally limited to linear cuts, and the workpiece must be able to withstand the cutting forces involved. However, for applications where precision, speed, and repeatability are critical, broaching remains an unmatched manufacturing technology.
Technological Advancements in Broaching
The broaching machine, a stalwart of precision manufacturing, has not remained static. Continuous innovation has led to advancements that enhance its capabilities, efficiency, and application scope. These developments primarily focus on improving machine control, tool materials, and the integration of automation.
Enhanced Machine Control and Automation
Modern broaching machines are increasingly equipped with sophisticated control systems that offer greater precision, flexibility, and diagnostic capabilities.
- Computer Numerical Control (CNC): CNC systems allow for highly precise control over the broaching cycle, including speed, feed rates, and depth of cut. This enables the machining of more complex geometries and finer control over the cutting process. CNC also facilitates easier program changes for different part variations, improving flexibility.
- Electromechanical Drives: Traditional hydraulic drives are being supplemented and, in some cases, replaced by electromechanical systems. These offer advantages such as higher energy efficiency, smoother motion control, and reduced maintenance due to the elimination of hydraulic fluid leaks and associated environmental concerns.
- Automated Loading and Unloading Systems: To further boost productivity and reduce operator intervention, automated systems for loading workpieces into the machine and unloading finished parts are becoming more common. This can include robotic arms, conveyors, and integrated fixturing systems, paving the way for “lights-out” manufacturing.
- In-Process Measurement and Quality Control: Advanced sensors and integrated metrology systems can now perform real-time measurements of the broached feature. This allows for immediate feedback and adjustments to the cutting process, preventing the production of defective parts and reducing scrap rates.
Advancements in Broach Technology
The cutting tool itself, the broach, has also seen significant evolution, primarily through material science and design optimization.
- Advanced Tool Materials: The development of advanced high-speed steels (HSS), carbide, and even diamond-coated or ceramic-coated broaches has significantly increased their hardness, wear resistance, and heat resistance. This translates to longer tool life, higher cutting speeds, and the ability to machine tougher materials.
- Surface Treatments and Coatings: Various surface treatments and coatings are applied to broaches to enhance their performance. These can include PVD (Physical Vapor Deposition) coatings like TiN (Titanium Nitride) or TiAlN (Titanium Aluminum Nitride) for improved hardness and reduced friction, or specialized coatings for specific material types.
- Broach Design Optimization: Through the use of finite element analysis (FEA) and advanced CAD/CAM software, broach designs are continuously optimized for better chip formation, reduced cutting forces, and improved chip evacuation. This includes finer adjustments to tooth geometry, pitch, and the inclusion of features like chip breakers.
- Modular Broaching Systems: In some applications, modular broaching systems are employed where individual cutting elements can be replaced, reducing the cost of tool maintenance and refurbishment compared to replacing an entire monolithic broach.
These technological advancements are transforming broaching machines from purely mechanical devices into intelligent, highly efficient manufacturing cells. They are enabling manufacturers to achieve higher levels of precision, productivity, and cost-effectiveness, ensuring that broaching remains a cornerstone technology in the future of precision manufacturing.
aViewFromTheCave is a participant in the Amazon Services LLC Associates Program, an affiliate advertising program designed to provide a means for sites to earn advertising fees by advertising and linking to Amazon.com. Amazon, the Amazon logo, AmazonSupply, and the AmazonSupply logo are trademarks of Amazon.com, Inc. or its affiliates. As an Amazon Associate we earn affiliate commissions from qualifying purchases.